一、液化工厂总体布局与工艺流程
大型LNG液化工厂是将天然气从气态转化为液态(-162°C)的核心工业设施,通常建在天然气资源丰富的产地附近,单线产能从200万吨/年到近800万吨/年不等。典型的大型液化工厂布局沿工艺流程展开,分区明确:
净化区(Gas Treatment):原料天然气首先进入净化单元,脱除酸性气体(CO₂、H₂S)、水分、汞、重烃和氦气等杂质。关键设备包括胺液吸收塔(脱CO₂/H₂S)、分子筛脱水塔、汞吸附塔和重烃分离塔。如果上游气源中含有较高比例的N₂,还需增设氮气脱除单元。净化标准极为严格:CO₂含量需降至50ppm以下(防止冷箱内结冰堵塞),H₂O含量低于1ppm,汞含量低于0.01μg/Nm³。
液化区(Liquefaction):净化的天然气进入液化冷箱,在一系列换热器和分离罐中逐级冷却至约-162°C,实现液化。液化区是工厂的"心脏",由大型冷箱(Main Cryogenic Heat Exchanger, MCHE)、制冷压缩机、制冷剂循环系统和相关管道阀门组成。热工学上,液化过程需要约0.35-0.40kWh/kg的能耗(含制冷压缩功)。
分馏区(Fractionation):液化后的LNG进入分馏塔,根据终端用户需求分离为C1(甲烷)、C2(乙烷)、C3(丙烷)、C4(丁烷)及C5+(天然汽油)组分。乙烷和丙烷可作为制冷剂循环使用,或作为化工原料售出。LNG产品中的热值(Wobbe指数)可通过调节C2/C3含量进行精准控制。
储罐区(Storage):液化后的LNG进入大型低温储罐储存,容量通常在16-20万立方米/台。储罐采用全容式(Full Containment)设计:内罐为9%镍钢(承受-162°C低温),外罐为预应力钢筋混凝土(提供二次防护和隔热),罐顶为钢制穹顶。储罐蒸发率(BOR)设计值为0.05-0.08%/天。
装船码头(Loading Terminal):LNG通过低温装船管线(使用316L不锈钢或9%镍钢,真空粉末绝热或聚氨酯泡沫绝热)输送至LNG船。单台装船臂的输送能力约4000-6000m³/h。大型LNG装卸站通常配置4-6台装船臂。
二、大型冷箱技术:LNG液化的核心设备
大型冷箱(MCHE,也称绕管式换热器或Spiral Wound Heat Exchanger)是LNG液化工厂中最关键的热交换设备。其核心结构为:多根不同直径的换热管以螺旋方式缠绕在中心芯管上,管束置于圆柱形壳体中。制冷剂在壳侧流动并相变蒸发吸热,天然气在管侧流动并被冷却液化。
技术特点:MCHE的换热面积极大(单台可达10万平方米以上),能够在紧凑空间中实现极高的传热效率(对数平均温差仅约2-3°C)。螺旋缠绕结构可有效补偿热应力——从入口温度(约30°C)到出口温度(-162°C),温差近200°C,材料的热胀冷缩必须通过结构设计吸收。
全球供应商:MCHE市场由两家公司垄断——美国Air Products(APCI,其C3-MR丙烷预冷混合制冷剂工艺的MCHE)和德国Linde(与BHP合作开发的SMR单级混合制冷剂工艺的MCHE)。Air Products的MCHE制造工厂位于马里兰州威尔克克斯港,单个冷箱制造成本超过1亿美元,交货周期约24-30个月。Linde的冷箱产自德国慕尼黑工厂。近年来,中国的一些工程公司(如中集来福士、博迈科等)也在尝试MCHE国产化,但尚未实现大型商业化应用。
冷箱运行可靠性:MCHE的设计寿命通常为30年,在正常运行条件下的可用率可超过99%。主要的故障模式包括:制冷剂分布不均导致局部过热/过冷、水分或CO₂冻结堵塞换热通道、管道接头疲劳开裂、壳侧两相流振动导致管束磨损。因此,冷箱上游的净化质量控制(尤其是脱水和脱CO₂深度)直接决定液化装置的长周期运行可靠性。
三、压缩机驱动方案对比
液化制冷循环需要功率巨大的压缩机,典型800万吨/年生产线的主制冷压缩机功率约100-150MW。驱动方案的选择直接决定了工厂的能耗效率、排放水平和运营灵活性。
燃气轮机驱动:这是全球绝大多数LNG项目采用的主流方案。燃气轮机燃料来自天然气,排出的废气经余热回收后可发电或供热(实现热电联产)。主流机型包括GE的Frame 7/9系列、Siemens SGT-700/800和Mitsubishi的MF系列。燃气轮机的热效率约30-40%,利用余热回收后全厂综合热效率可达50-55%。
蒸汽轮机驱动:在早期LNG项目(如文莱、印尼Bontang、阿尔及利亚的早期工厂)中广泛应用。蒸汽轮机使用燃气轮机余热锅炉或专用锅炉产生的蒸汽。优点是可靠性极高、转速灵活可调、可适应宽功率范围;缺点是热效率低于燃气轮机、系统复杂度和占用空间大、建设和维护成本高。
电动机驱动:随着电网基础设施的完善和环保要求的提高,电动机驱动方案逐步受到关注。其优势包括零现场排放(适合电力来自可再生能源或低碳电网的"绿色LNG"项目)、高效率和转速精度、低维护成本。目前俄罗斯Arctic LNG 2项目(受制裁影响供电方案受限)和部分美国小型液化项目采用了电动机驱动。主要挑战是大型中/高速电机(通常需变速变频驱动VFD驱动)及配套电气设备的造价较高,且对电网供电稳定性高度依赖。
在实际项目中,混合驱动方案也常见:核心制冷压缩机使用燃气轮机驱动,配套的再液化压缩机、冷却水泵等则使用电动机驱动。
四、制冷压缩机与阀门选材
压缩机选型:制冷压缩机属于大型多级离心式压缩机(极少数小型项目中用轴流式)。制造厂家以德国MAN Energy Solutions、日本三菱重工MHPS、美国GE(现Baker Hughes)和意大利Nuovo Pignone(Baker Hughes旗下)为主。一台大型丙烷预冷压缩机的吸气量可达30万m³/h,排气压力约4bar;混合制冷剂压缩机则要求更高,压比可达8-10。
低温材料:LNG液化工厂的阀门和管道材料选择与操作温度密切相关:
**碳钢**(如A106/A333 Gr.6):适用于-45°C以上工况,用于原料气处理、丙烷预冷系统、润滑油及冷却水系统。
**低温碳钢**(LTCS,如A333 Gr.3):适用于-100°C以上工况,用于乙烯和部分混合制冷剂系统。
**3.5%镍钢**(A203 Gr.D/E):适用于-100°C以下至-150°C,在部分早期项目中被应用。
**9%镍钢**(A553 Type I/A333 Gr.8):适用于-196°C,广泛用于LNG储罐、LNG管道和大口径低温阀门。
**奥氏体不锈钢**(304L/316L):适用于-196°C以上所有低温工况,具有优异的低温韧性和抗腐蚀性,广泛用于LNG管道、冷箱内部管路和仪表管路。316L中含钼,对酸性介质的耐腐蚀性优于304L。
**殷钢(Invar)**:含36%Ni的铁镍合金,具有极低的热膨胀系数(CTE约1.2×10⁻⁶/K),用于薄膜型LNG液货舱的次层薄膜。
**铝合金**(5083):用于Moss球罐型液货舱和一些低温管道的翅片换热器。
低温阀门的密封设计至关重要。LNG工况下密封材料通常选用聚三氟氯乙烯(PCTFE)或增强聚四氟乙烯(R-PTFE),阀杆密封使用双重填料密封+注脂密封。阀门类型以低温球阀、低温截止阀和低温止回阀为主,紧急切断阀(ESD阀)需满足防火和低泄漏认证(ISO 15848-1 Class B)。
五、工厂可靠性:追求>95%的可用率
大型LNG液化工厂的可靠性——用可用率(On-stream Availability/Production Availability)衡量——是项目经济性的核心参数。对于一座总投资超过300亿美元的巨型项目(如卡塔尔North Field East),可用率每下降1个百分点,年营收损失可达数亿美元。行业领先的LNG工厂可用率目标为95-97%,实际运营中行业平均可用率约92-94%。
影响可用率的主要因素包括:
净化系统堵塞:胺液降解产物堵塞塔盘、分子筛粉化导致床层压降增加、汞吸附剂饱和穿透、CO₂冻结堵塞冷箱通道等,是最常见的停机和减产原因。
制冷压缩机故障:压缩机干气密封泄漏、转子不平衡(结垢或冲蚀)、轴承温度高、润滑油系统故障等,是导致非计划停机的第二大原因。
冷箱结垢/冻堵:即使净化系统设计完善,微量水和CO₂经长期累積仍可能在冷箱低温区冻结。Air Products的C3-MR工艺设计中最冷部分温度约-160°C,一旦出现冻堵,通常需要停车升温融化,耗时3-7天。
电气和仪表系统故障:大型压缩机组的VFD、UPS和DCS/ESD系统故障可能导致全厂停车。
为提升可靠性,运营方普遍实施:预防性维护计划(基于设备状态监测的预测性维护)、关键设备冗余配置(如多台压缩机并联、备用干气密封模块)、冷箱在线清洗技术和备品备件集中管理。
六、全球主要LNG项目纵览
卡塔尔North Field East(NFE):全球最大的单一LNG扩建项目,总投资约300亿美元,2024-2026年分阶段投产。NFE将建设6条巨型生产线(单线约800万吨/年,采用Air Products C3-MR工艺),新增产能约4800万吨/年。加上North Field South(NFS约1600万吨/年),卡塔尔到2027年总产能将达到1.26亿吨/年。项目使用GE的Frame 9燃气轮机和Baker Hughes的压缩机。储罐采用全容式混凝土预应力罐,单罐容量达20万m³。
俄罗斯Arctic LNG 2:诺瓦泰克公司在Gydan半岛的北极项目,规划3条线(单线660万吨/年,合计约1980万吨/年),采用Linde的SMR工艺和电动机驱动方案(利用北极地区天然气发电)。首条线于2024年投产,但受美国/欧盟制裁影响,项目融资冻结、LNG运输船短缺、股权持有人变更(道达尔等退出),运营前景严峻。
美国Freeport LNG:位于得克萨斯州奎塔纳岛,3条生产线(每条约500万吨/年),采用Air Products的C3-MR工艺和Siemens SGT-700燃气轮机。2022年6月因火灾事故停产近9个月,2023年3月恢复运营,停产事件凸显了工厂安全管理和维修保障的重要性。
澳大利亚Gorgon LNG:雪佛龙运营的巨型项目(3条线,合计1560万吨/年),位于西澳大利亚巴罗岛。使用Air Products的C3-MR/SMR混合工艺,配套全球最大的CO₂注入项目(将气田中采出的约90%的CO₂回注到深部盐水层)。该项目投产后面临CO₂注入系统不稳定、液化单元产能不足等问题,实际产量长期低于设计产能约20%。
中国唐山LNG接收站:虽然不是液化工厂,但中国正在推进多个大型LNG接收站和储运设施的建设,为进口LNG提供接收、储存和气化能力。同时,在南海和青海等气田,中国也在建设中小型液化装置和氦气提取设施,逐步形成覆盖进口和自产的全链条LNG工业体系。
————————————————————————————————————————
相关数据图表
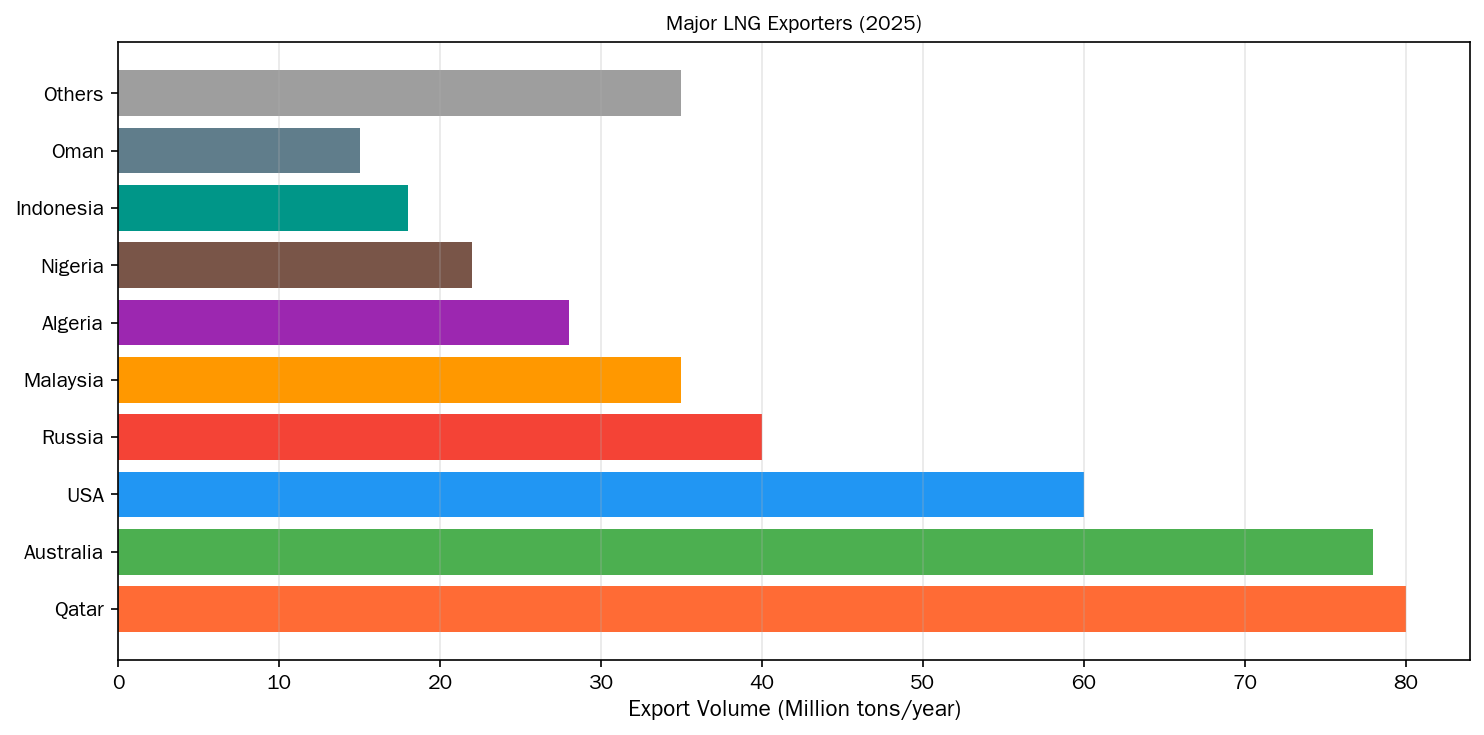
图:相关数据可视化